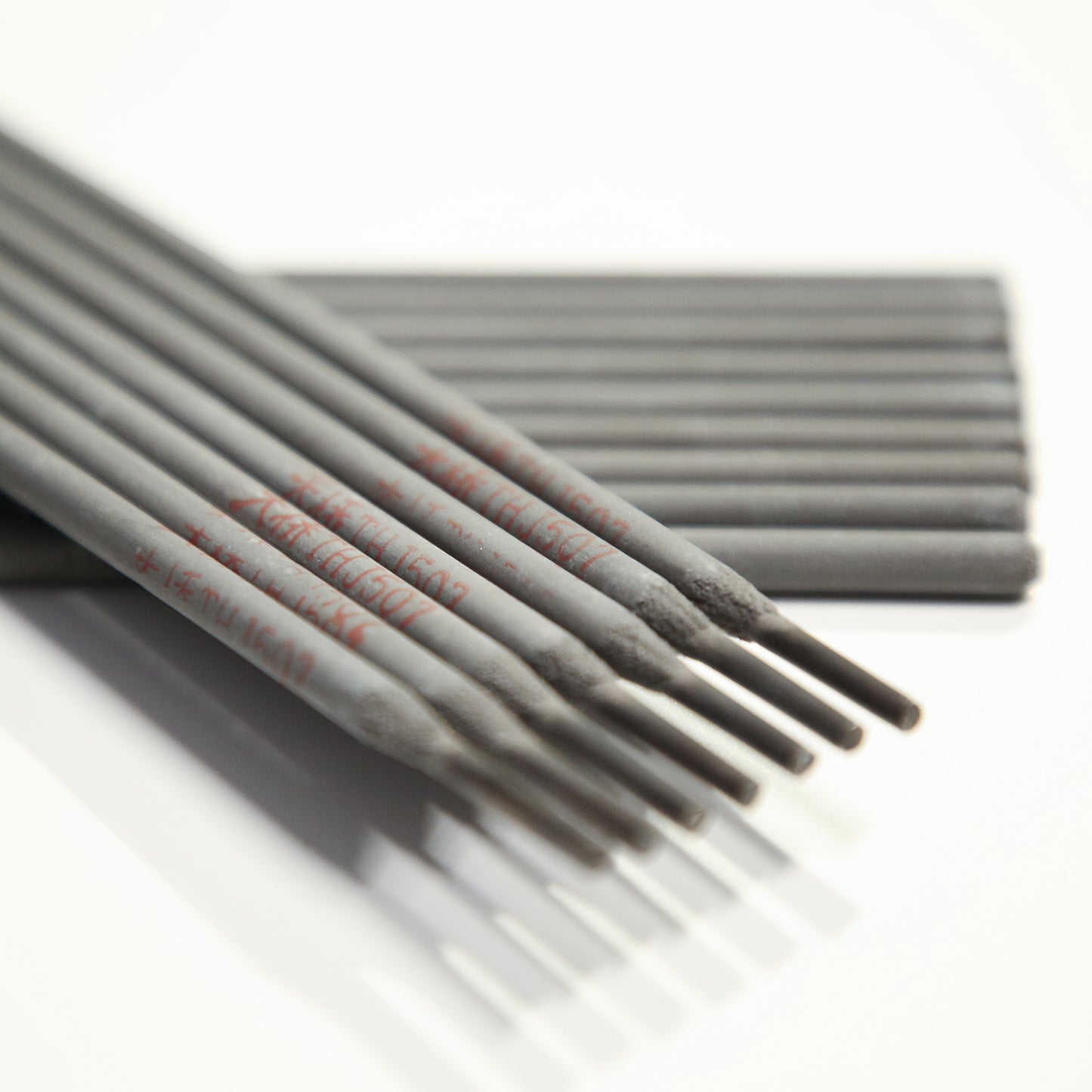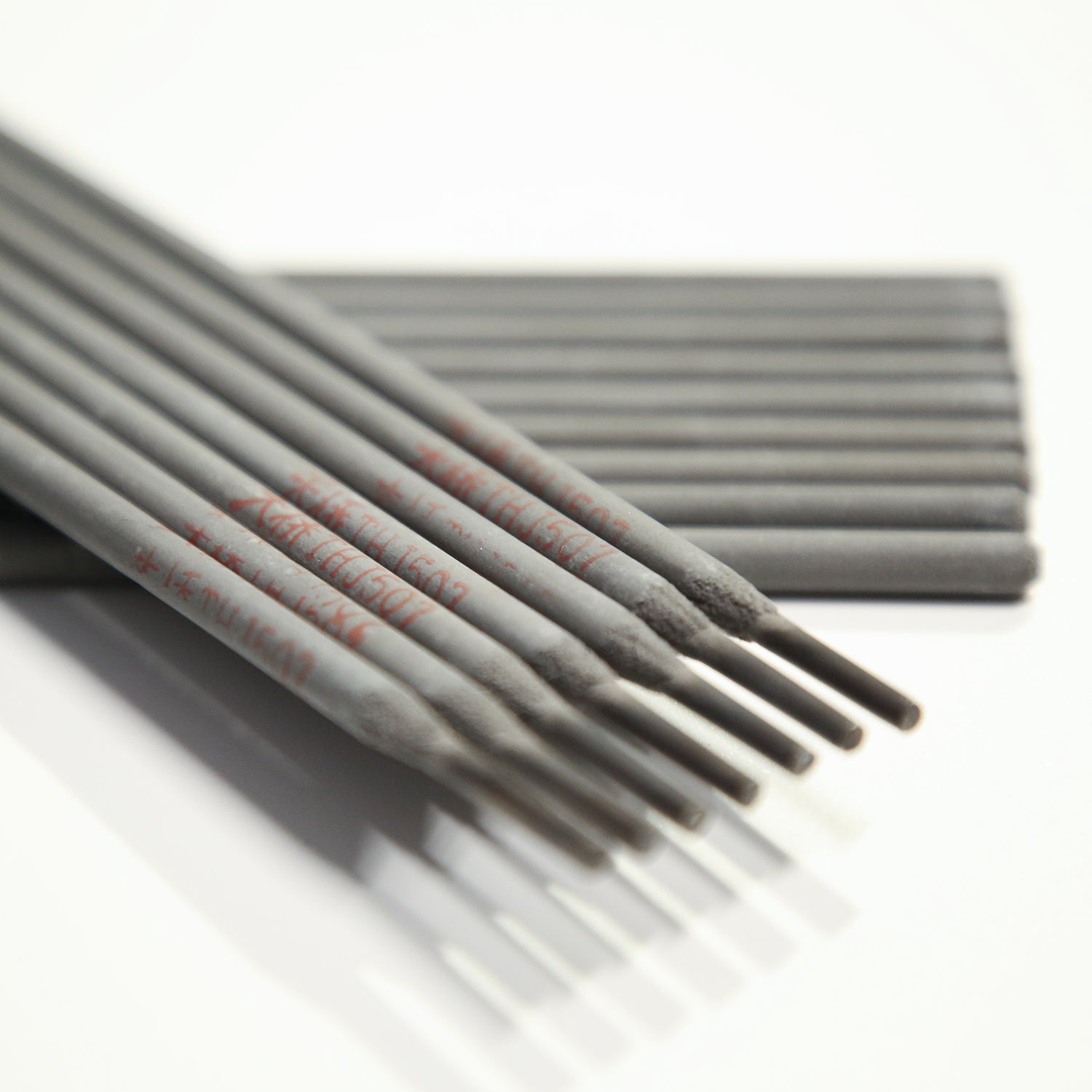

E7015 Welding Rod | Basic-sodium Type Electrode with Low Hydrogen
E7015 Welding Rod | Basic-sodium Type Electrode with Low Hydrogen
AWS A5.1 E7015
ISO 2560-A-E42 3 B 22 H5
GB/T 5117 E5015
Applications:
It is suitable for the welding of carbon steel and low alloy steel structure, such as Gr.50 etc.
Characteristics:
THJ507 is basic-sodium type electrode with low hydrogen. Can be weld for all-position with DC+ only. It have excellent welding performance as good arc stiffness, little spatter, easy slag removal etc., and perfect mechanical properties of deposited metal.
Attention:
1. The electrode must be re-dry by 350℃-380℃ for 1 hour before welding.
2. The rust, oil, water and other impurities of the weld area must be removed before welding.
Chemical Composition of All Weld Metal:(Wt. %)
|
Items |
C |
Mn |
Si |
S |
P |
Ni |
Cr |
Mo |
V |
|
Require-ments |
≤0.10 |
0.85-1.40 |
≤0.65 |
≤0.030 |
≤0.035 |
≤0.30 |
≤0.20 |
≤0.30 |
≤0.08 |
|
Typical Results |
0.07 |
1.00 |
0.32 |
0.012 |
0.017 |
0.030 |
0.035 |
0.005 |
0.004 |
Mechanical Properties of All Weld Metal:
|
Items |
Rm/MPa |
Rel/Rp0.2 /MPa |
A/% |
KV2 (-30℃) /J |
|
Requirements |
500-640 |
≥420 |
≥22 |
≥80 |
|
Typical Results |
580 |
490 |
30 |
180 |
X-ray Radiographic Inspection:
LevelⅠ
Typical Operating Procedures:(DC+)
|
Diameter (mm) |
2.0 |
2.5 |
3.2 |
4.0 |
5.0 |
5.8 |
|
Length (mm) |
300 |
300 |
350 |
400 |
400 |
400 |
|
Current (A) |
40-70 |
60-90 |
90-130 |
140-180 |
180-230 |
20-280 |
Classification of Society Certification:
|
Ship Inspection Agency |
ABS |
BV |
CCS |
DNV.GL |
RS |
|
Recognition Level |
3YH10 |
3YHH |
3YH10 |
3YH10 |
3YH10 |
|
Ship Inspection Agency |
LR |
NK |
KR |
RINA |
--- |
|
Recognition Level |
3YmH15 |
KMW53H10 |
3YH10 |
3YH10 |
--- |
The European Union Certification:
|
Certification Authority |
CPD - CE certification of steel structure |
|
Grade |
ISO 2560-A-E42 3 B22H5 |
100000 in stock
Couldn't load pickup availability
Share